Can you Cut aluminum with Premier Plasma CNC Tables?
Are you wanting to Cut Aluminum with your Premier Plasma CNC Table?
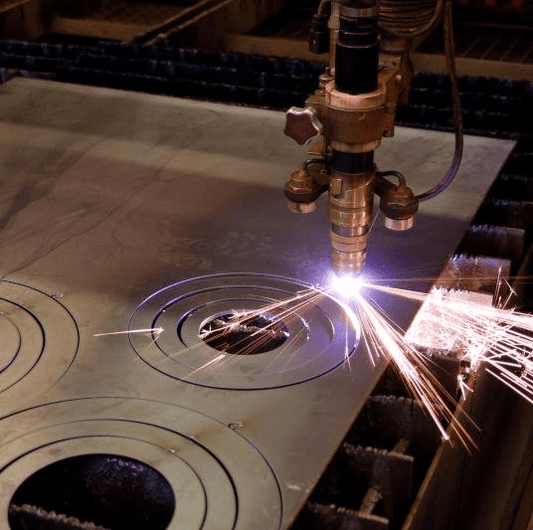
Among all the mis conceptions about plasma cutting, we come to your today with this topic, in short words, Yes! Plasma cutters will cut Aluminum.
Actually, today's plasma cutters are a perfect way for cutting Aluminum, especially when using Hypertherm Plasma Cutters, with the latest Sync Technology.
it might become harder to compare plasma cutting with fiber or Co2 laser cutting technologies, and to determine which is more cost-effective and better as far as the quality. in fact, Laser cutting speeds would be slower and the operating costs will be higher as compared to plasma cutting, Because of the volume of gas needed.
We wanted to discuss in this article, some of the common mistakes, in addition to discussing gas selection, comparison and other Misconceptions.
Are we getting GOOD or GREAT quality when cutting aluminum with plasma?
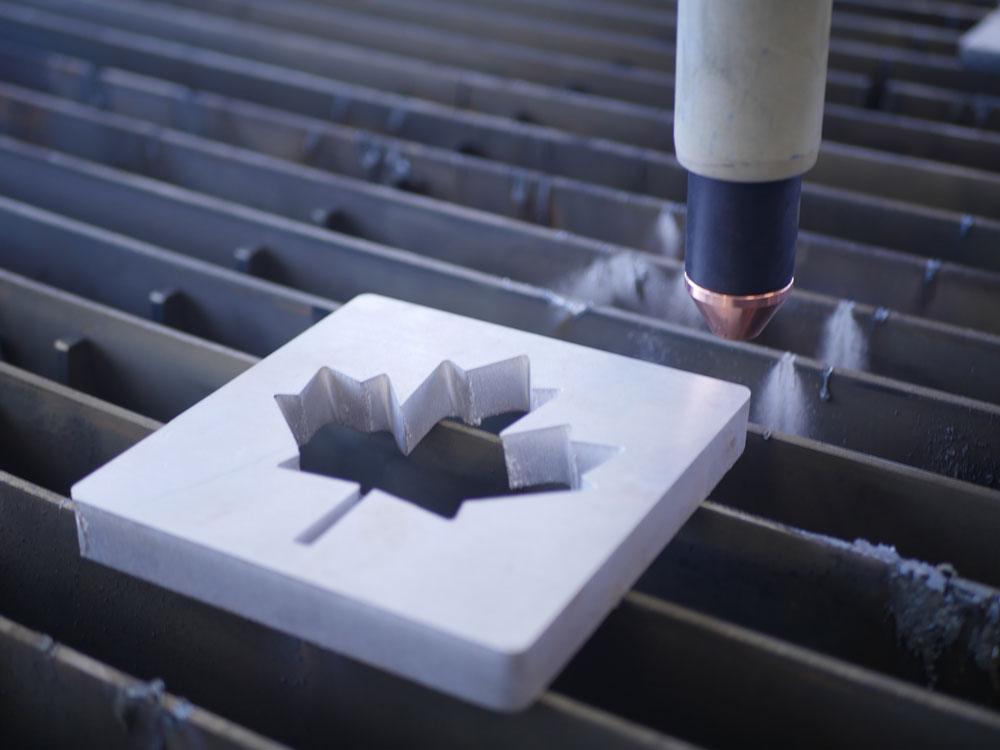
variety of people still think it is not best practice to cut aluminum with Plasma Tables, because of the low melting point of the aluminum, which makes it harder to get nice and clean cut edges most of the time.
However, if you have the correct cutting parameter, correct cutting gas and a Premier Plasma CNC Table, you can surely get a nice cut edge with Tight Tolerances! while getting a very little dross.
What Type of Gas is best for Aluminum Cutting?

The image above is of a great importance, due to the fact that it shows the expected cutting quality with each type of cutting gas.
however, You should never plasma cut aluminum under water when using an H-35 or H-2 gas mixture.
Can you plasma Cut Aluminum using Water Table?
However, you can cut underwater when using the other mixtures mentioned in this article, provided you can prevent the accumulation of hydrogen gas. This is very important, so please read on as we explain why this is needed and how.
People who own or operate a CNC plasma table know that there are two ways of controlling fumes. You can either use a downdraft fume extraction system or a water table, keeping in mind that water-table is more preferred and more often used, as the water helps to absorb the sound, extra dust, and ultraviolet light created during the aluminum cutting process.
 Caution:
Caution:
the combination of aluminum and water have the potential to create an explosion. During cutting, small particles of aluminum and aluminum oxide form. These particles cool as they hit the water and then sink to the bottom of your water table. Once at the bottom, the aluminum oxide absorbs the oxygen in the water, leaving only hydrogen behind, since water is composed of hydrogen and oxygen. Much of this hydrogen will rise to the surface as little bubbles before popping and dispersing into the air. These bubbles aren’t the problem. The problem is the bubbles that do not rise and disperse into the air.
So, Which type of Gas should I use?
The type of gas you use will depend on the type of plasma cutter you have. let’s start with a quick overview of the different gases most often used when plasma cutting aluminum.
You actually need two gases: a plasma gas – the gas that actually does the cutting – and a shield or secondary gas. The shield gas is the gas that swirls around your torch and consumables to keep everything from overheating. The most popular plasma gases in use today are:
- Air
- Nitrogen
- Oxygen
- H-35, a mixture of 35 percent hydrogen and 65 percent argon
- F5, a mixture of 5 percent hydrogen and 95 percent nitrogen
For your shield gas, you can use air or nitrogen or one of two additional gases not listed above, water and carbon dioxide.
Gas Selection when using air plasma to cut aluminum?
If you have an air plasma cutter like a Powermax®, you’ll need to use air as both your plasma gas and your shield gas. Fortunately, air is a very versatile plasma gas and will produce good cut quality on aluminum. Air is also the most inexpensive option because you don’t have to buy separate gas canisters. The one drawback to air is that the cut surface can oxidize leaving you with porous welds and the need to rework parts before welding. When cutting aluminum, the surface finish will tend to be rough and require some rework if aesthetics are important to you.